

在测量过程中,精密测量的7个敌人,您都知道吗?

随着对机械设备更高的要求,一些制造企业的零件精度需达到0.01 mm,有些企业甚至不能容忍0.001mm的尺寸差异。然而,如果没有精确的测量,零件不可能达到这样的公差水平。因此,我们必须在精密测量仪器的选择、操作和维护上多加注意,才能实现精确测量。
本篇文章,我们与您一起了解精密测量的7个“敌人”,给您的设备做个体检,助您提高测量的准确性。
1.磨损 -这是最常被忽视的敌人

接触式测量的器具,传动机构和测量面每次使用都会有轻微的磨损和变形,误差也会因磨损而提高。因此需要在强制检定周期内,定期检测设备的状态。例如,根据使用频率,定期用千分尺测量面的不同位置,测量标准钢球或接触平晶,以检测千分尺的测量面平行度和平面度。
对于马尔卡尺,可以用不同马尔卡爪的位置测量针规外径,以判断马尔卡尺的测量面平行度。


2.污垢 - 许多测量误差可追溯到某人肮脏的手

那些测量0.1 um数量级的操作人员,甚至应该参考外科手术医生的清洁标准。
这尤其适用于那些需要把量块研合一起的人。如果手上有油脂,通常会在量块的表面产生一层高度在0.5-1 um的油膜。另外,如果污垢侵入传动机构,比如机械指示表,它们会像研磨膏一样磨损传动面,加速老化,并导致内部松动。
因此,虽然现在很多量检具都具备较高的防护等级,但是仍然不能忽视精密量具的清洁工作,这样才能确保设备准确长久的服务于工厂。定期用无尘布和酒精或者有机溶剂清洁测量面和暴露的传动位置可以很好地阻止污垢带来的麻烦。

3.机械松动 – 测量中的定时炸弹
很多量检具都有螺纹连接机构,在频繁的运动和振动的驱使下,螺纹连接会产生不可避免的松动,最常见的就是马尔指示表的测砧位置,这个M2.5的螺纹有时候会产生肉眼不可查的松动,且会逐渐加剧,这有时会欺骗操作者,使其误以为是量表出现了问题。

另外,马尔指示表的夹持位置也是松动的多发位置。

诊断松动最简便的方法是重复测量。反复的运动机构,并实时观察测量结果,如果测量误差在缓慢线性放大或者指示仪表的指针犹豫不决地摆动,那很有可能就是部件有松动了。
4.受力形变 – 测量中机构变形始终存在且活跃
针对高精度的测量,有效的解决方法是选用结构更稳定的设备,比如符合阿贝原则的设备。或者通过配件来辅助控制测力的稳定,并且通过比较测量的方法来精确测量。


5.测量压力

对于接触式测量来说,测力的大小非常重要,测力不能太小——需要有效接触并压住工件,防止工件松动。但同时又不能太大,否则工件会因此而变形。
但通常来说,因压力导致的误差,大部分都是由于压力过大而造成的。
尤其是对于柔性材料,例如橡胶密封圈和塑料薄膜。
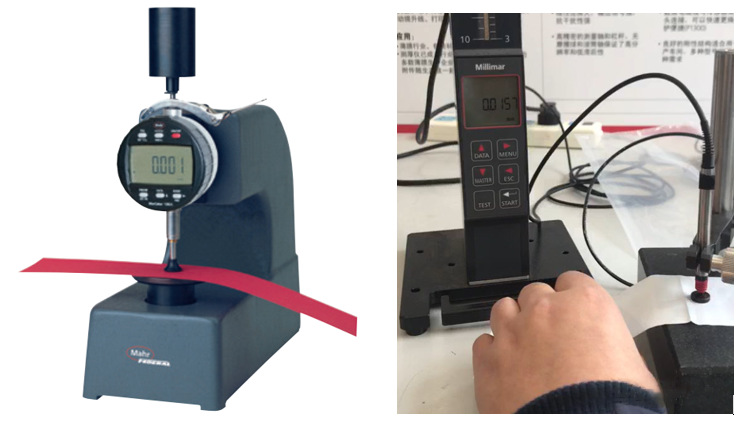
因此对于薄壁零件和柔性材料的测量,大家需要特别注意测量压力和压强。
即使是同样的设备,如果选择不同的测量接触面积,有时也会得到相距甚远的结果。
6.温度 – 无法避免的热膨胀

冬天,人们最喜欢的地点是在暖气片旁边,但是精密的检测设备可不允许这么做。
在每个精密测量区域都应该有一个大的闪烁标志,上面写着:“保持工件、测量仪和主控板的温度一致。”精密的设备和测量工位需要放在距离热源较远的位置。理想的位置是放置在温度恒定的测量室内,温度控制在20℃,且远离暖风机和空调,而且还应避免阳光直射,也不应正对经常开关的门口。

7.振动

有些人在叉车使用的通道附近放置了一个“0.5 um”的比较仪。也有人把计量实验室放在空压机房或砰砰作响的冲床旁。这些都是错误的示范,精密的测量需要远离振源,对于高精度的传感器,振动会使其始终无法得到稳定的数值,增加设备报错的几率。
比如测高仪在使用时,有的客户发现测头虽然接触了工件,但是始终没有发出测量完成的提示音,原因就是振动。精密的传感器检测到数据一直有微小的变化,所以一直无法发出测量完成的信号。
对于机械结构而言,振动会使各部件之间的连接变得松动和不稳定。
解决方法很简单——远离振源,使用气浮减震台或者在精测室建造的时候挖设隔振沟等方式。
以上就是7个在精密测量中经常遇到,却又常常被忽略的“敌人”,各位也可以检查下您的车间里是否也隐藏着这样的隐患。






 扫描关注我们
扫描关注我们